English
English 中文简体
中文简体 Español
Español русский
русский عربى
عربى
Content
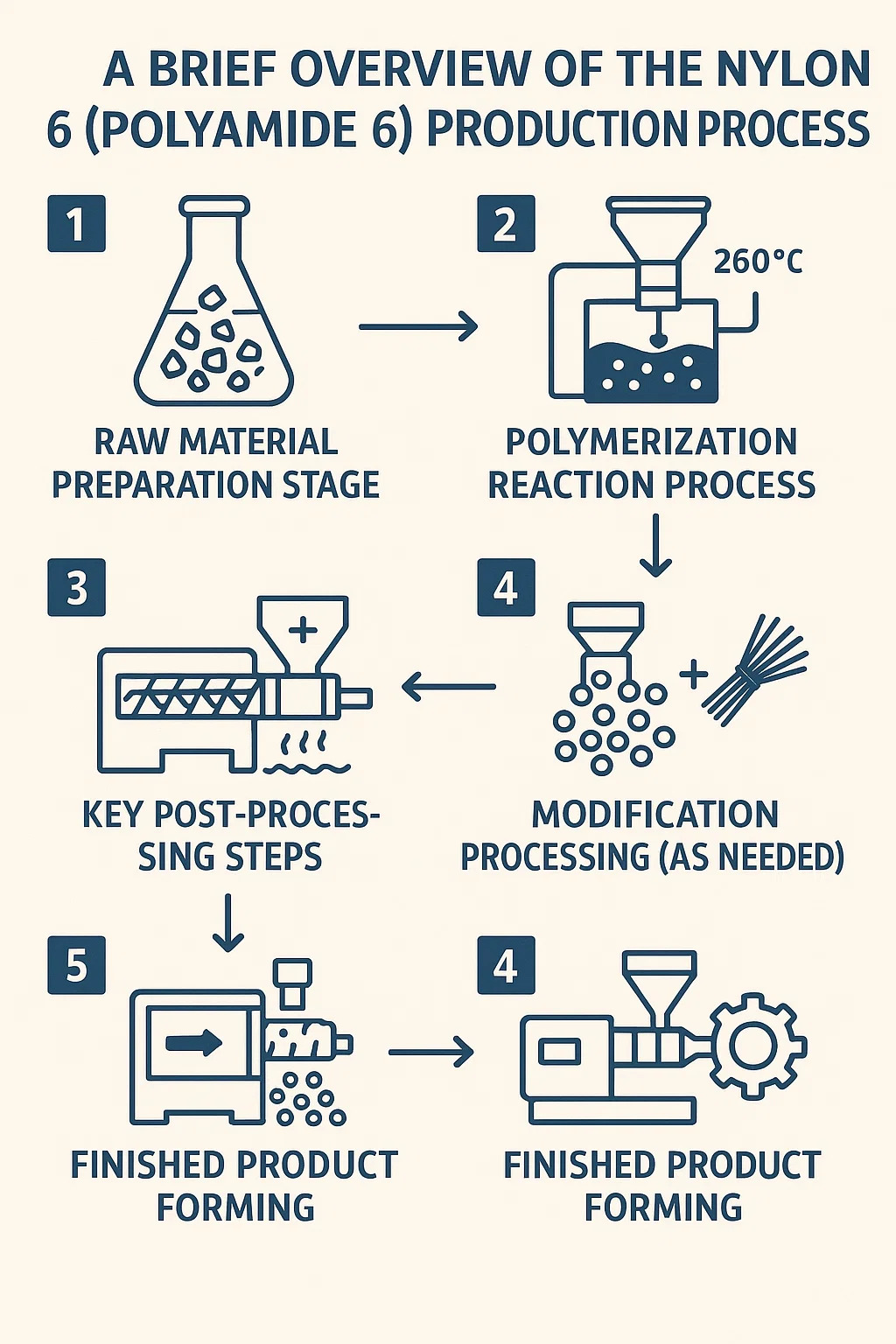
A Brief Overview of the Nylon 6 (Polyamide 6) Production Process
1. Raw Material Preparation Stage
Core monomer treatment: Using caprolactam (a petroleum derivative, appearing as white sugar-like crystals), which needs to be purified to remove metal impurities (iron ions can cause discoloration of the finished product).
2. Polymerization Reaction Process
Ring-opening initiation: Caprolactam is mixed with a small amount of water and "ring-opened" (molecular chains are broken) in a 260℃ high-temperature reactor, similar to ice melting into water.
Chain connection: The ring-opened molecules connect end-to-end, forming a long-chain polymer (at this point called Nylon 6 melt).
3. Key Post-processing Steps
Extrusion and pelletizing: The melt is extruded through a die into thin strands, immediately cooled and hardened with water, and cut into Nylon 6 pellets (resembling plastic granules).
Hot water washing: The pellets are soaked in 90℃ hot water to wash away about 10% of the unreacted monomers (recycled for the next batch of production).
Deep drying: The pellets are tumbled and dehydrated in 110℃ hot air to ensure a water content of <0.1% (excessive moisture can cause foaming during injection molding).
4. Modification Processing (as needed)
Reinforced type: Glass fibers are mixed in during the melting of the pellets (to improve strength, used for stressed parts such as gears).
UV-resistant type: Carbon black or organic stabilizers are added (for outdoor products to resist sun exposure).
Flame-retardant type: Halogen-free flame retardants are added (essential for electronic and electrical components).
5. Finished Product Forming
Injection molding: The dried pellets are fed into an injection molding machine, heated and melted, then injected into a mold, cooled, and demolded to obtain the product (such as gears and housings).