English
English 中文简体
中文简体 Español
Español русский
русский عربى
عربى
Content
- 1 Polyamide 6 Is Semicrystalline — Not Fully Crystalline, Not Fully Amorphous
- 2 What Semicrystalline Actually Means in the Context of PA6
- 3 The Two Main Crystal Forms of Polyamide 6: Alpha and Gamma
- 4 Typical Crystallinity Range of PA6 and Why It Is Relatively Low
- 5 How Processing Conditions Control the Crystalline Structure of Polyamide 6
- 6 Key Thermal Properties Linked to the Semicrystalline Nature of PA6
- 7 How the Semicrystalline Structure Determines the Mechanical Performance of PA6
- 8 Polyamide 6 vs. Amorphous Polyamides: A Clear Distinction
- 9 Methods Used to Measure Crystallinity in PA6
- 10 Practical Implications for Design, Processing, and Material Selection
Polyamide 6 Is Semicrystalline — Not Fully Crystalline, Not Fully Amorphous
Polyamide 6 (PA6), widely known as Nylon 6 or polycaprolactam, is a semicrystalline thermoplastic polymer. This means it simultaneously contains both crystalline domains — regions where molecular chains are arranged in ordered, repeating patterns — and amorphous domains, where chain packing remains disordered. It is neither fully crystalline like a simple salt crystal nor fully amorphous like an ordinary glass.
This dual-phase microstructure is the fundamental reason Polyamide 6 performs the way it does. The crystalline fraction gives it strength and stiffness, while the amorphous fraction contributes flexibility, impact resistance, and the ability to absorb small molecules such as water. Understanding the balance between these two phases is essential for anyone designing parts, selecting materials, or processing PA6 in industrial or engineering contexts.
A common misconception is that PA6 is either "crystalline" or "amorphous" depending on how it is processed. In reality, the proportion of each phase shifts with processing conditions, thermal history, and moisture content — but both phases are always present to some degree in solid Polyamide 6. Quench-cooled PA6 can have a crystallinity index as low as a few percent, while slowly cooled or annealed material can reach around 35%. Neither extreme produces a material that is purely one phase or the other.
What Semicrystalline Actually Means in the Context of PA6
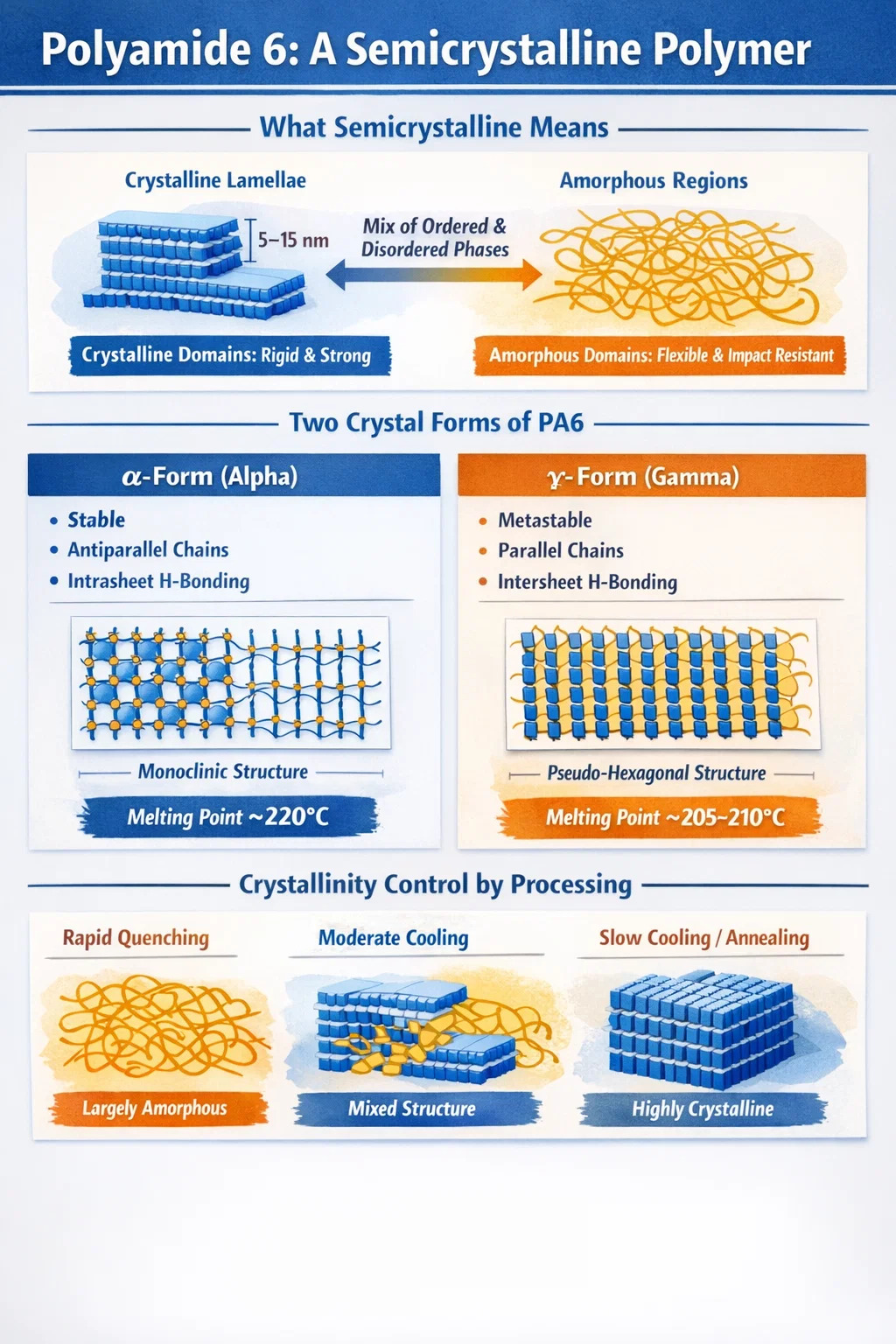
When polymer scientists describe a material as semicrystalline, they are referring to a specific microstructure at the nanometer scale. In the solid state, Polyamide 6 organizes into stacks of crystalline lamellae — thin, plate-like ordered regions roughly 5 to 15 nm thick — separated by amorphous interlayer regions. These lamellar stacks form larger spherical superstructures called spherulites, which can be observed under polarized light microscopy and are characteristic of melt-crystallized semicrystalline polymers.
The driving force behind crystallization in PA6 is the formation of intermolecular hydrogen bonds between the amide (–CO–NH–) groups along adjacent polymer chains. These bonds, stronger than van der Waals interactions but weaker than covalent bonds, lock chains into parallel arrangements and create the energetic advantage that makes crystallization thermodynamically favorable. However, the long, entangled chains cannot fully reorganize during solidification. A significant fraction always remains trapped in disordered configurations, forming the amorphous phase.
The density difference between the two phases reflects their structural difference: the crystalline phase of PA6 has a density of approximately 1.24 g/cm³, while the amorphous phase has a density of about 1.08 g/cm³ — a gap of roughly 15%. Measuring the bulk density of a PA6 sample is therefore one indirect method used to estimate its degree of crystallinity, though more precise techniques such as differential scanning calorimetry (DSC) and wide-angle X-ray scattering (WAXS) are standard in laboratory practice.
Critically, the amorphous regions in PA6 are not all identical. Researchers distinguish between a mobile amorphous fraction (MAF) — chains that are free to undergo cooperative segmental motion above the glass transition temperature — and a rigid amorphous fraction (RAF). The RAF consists of chain segments that are geometrically constrained by their proximity to crystalline lamellae surfaces, giving them restricted mobility even above the bulk glass transition temperature. The presence of a substantial RAF in PA6 means that simple two-phase models significantly underestimate the structural complexity of the material.
The Two Main Crystal Forms of Polyamide 6: Alpha and Gamma
Polyamide 6 does not crystallize into a single unique crystal structure. It exhibits crystalline polymorphism, meaning it can form different crystal structures — called polymorphs — depending on how it is processed. The two primary polymorphs are the alpha (α) form and the gamma (γ) form, each with distinct atomic arrangements and mechanical consequences.
Alpha (α) Crystal Form
The α-form is the thermodynamically stable polymorph of Polyamide 6. It has a monoclinic unit cell in which adjacent polymer chains run antiparallel to each other. Hydrogen bonding in the α-form occurs primarily within planar sheets — so-called intrasheet hydrogen bonding — producing a well-organized, energetically favorable structure. The α-form melts at approximately 220°C and is favored when PA6 crystallizes under slow cooling conditions (typically at cooling rates below about 8°C per second) or after annealing above 150°C. Its higher degree of structural order corresponds to a higher Young's modulus compared to the γ-form.
Gamma (γ) Crystal Form
The γ-form, sometimes described as pseudo-hexagonal or a mesophase, is a metastable polymorph that predominates when PA6 is processed at faster cooling rates (between roughly 8°C/s and 100°C/s), such as during melt-spinning into fibers or injection molding with cold molds. In the γ-form, chains run parallel rather than antiparallel, and hydrogen bonding is intersheet in nature — occurring between adjacent hydrogen-bonded sheets. The γ-form is kinetically trapped and can convert to the α-form upon annealing or exposure to hot water. In PA6/clay nanocomposites, the γ-form is also consistently favored due to the nucleating influence of clay platelets.
What This Polymorphism Means in Practice
For engineers and processors, crystalline polymorphism in PA6 is not an abstract academic concept. A molded PA6 part produced with a cold mold and fast cycle time will contain predominantly γ-form crystals, while the same resin molded with a hot mold and slow cooling will contain more α-form. The resulting mechanical properties — stiffness, fatigue resistance, dimensional stability — will differ measurably between these two parts even though they are made from the same grade of Polyamide 6. Controlling cooling rates and mold temperatures is therefore one of the primary tools for tuning the microstructure of finished PA6 parts.
| Property | α-Form | γ-Form |
|---|---|---|
| Thermodynamic stability | Stable | Metastable |
| Chain orientation | Antiparallel | Parallel |
| Hydrogen bonding direction | Intrasheet | Intersheet |
| Typical melting temperature | ~220°C | ~205–210°C |
| Favored by | Slow cooling, annealing | Rapid cooling, melt spinning |
| Young's modulus (relative) | Higher | Lower |
Typical Crystallinity Range of PA6 and Why It Is Relatively Low
One aspect of Polyamide 6's microstructure that surprises many engineers is how low its crystallinity actually is compared to simpler crystallizable polymers like polyethylene. Melt-crystallized PA6 typically achieves a crystallinity index of 35% or below, depending on processing conditions and thermal history. This means that even under the most favorable slow-cooling conditions, the majority of the material by volume remains amorphous.
The reason for this surprisingly low crystallinity lies in the chain topology of PA6 in the solidified melt. Unlike polyethylene, which has relatively simple, flexible chains capable of efficient adjacent reentry folding, PA6 chains are characterized by strong interchain hydrogen bonds that hinder the cooperative chain motions needed for efficient crystallization. Additionally, the long, entangled polymer chains cannot rapidly reorganize from their random coil configurations in the melt. A widely accepted structural model for melt-crystallized polyamides describes the chains as forming numerous long, non-adjacent re-entry loops along with intercrystalline tie chains connecting different crystalline lamellae. This disordered loop structure naturally generates a thick amorphous layer between crystalline lamellae — in PA6, the amorphous interlayer is typically about twice the thickness of the crystalline lamellae themselves.
By comparison, the crystallinity of solution-grown PA6 single crystals — where chains have far more time and freedom to reorganize — can be much higher, but this is not representative of commercial PA6 in any practical processing scenario. Real injection-molded, extruded, or fiber-spun PA6 always contains a substantial amorphous fraction.
Quench-cooling PA6 — for example, rapidly immersing a just-melted sample in ice water — can produce material with extremely low crystallinity, approaching an almost fully amorphous state. This quenched PA6 can subsequently undergo cold crystallization upon reheating above its glass transition temperature of approximately 50–55°C, transforming from predominantly amorphous to semicrystalline. This behavior is readily observable in DSC experiments, where a cold crystallization exotherm appears during a heating scan of quench-cooled PA6.
How Processing Conditions Control the Crystalline Structure of Polyamide 6
Because Polyamide 6 is semicrystalline with a sensitive and variable microstructure, the conditions under which it is processed profoundly determine the properties of the final part. This is one of the most practically important aspects of working with PA6 as an engineering material.
Cooling Rate
Cooling rate is the dominant variable controlling both the degree of crystallinity and the polymorph distribution in injection-molded and extruded PA6. At cooling rates below approximately 8°C per second, the α-form is the dominant crystal phase. Between about 8°C/s and 100°C/s, the γ-form predominates. At very high cooling rates — such as those achieved in rapid quenching — crystallization is largely suppressed and predominantly amorphous PA6 is obtained. In practical injection molding, the outer skin of a molded part (which cools fastest against the cold mold wall) typically contains more γ-form or amorphous material, while the core (which cools more slowly) contains more α-form crystals. This creates a skin-core morphology gradient across the part cross-section.
Mold Temperature
Mold temperature has a direct impact on crystallinity. Higher mold temperatures (for PA6, typically 60–100°C) slow the cooling of the part surface relative to its core, promote greater overall crystallinity, and favor α-form crystal development. Lower mold temperatures reduce crystallinity but can simplify demolding. One practical consequence is that higher-crystallinity PA6 parts show better dimensional stability in service — since secondary crystallization occurring post-molding is reduced — but may require longer cycle times to ensure adequate crystallization before ejection.
Annealing
Annealing Polyamide 6 parts — holding them at elevated temperature below the melting point, typically 140–180°C — promotes conversion of γ-form crystals to the more stable α-form and increases the overall degree of crystallinity through secondary crystallization. Annealing also tends to thicken existing crystalline lamellae and reduce internal stresses. Engineers frequently anneal PA6 components intended for high-temperature service or applications where dimensional stability over time is critical.
Moisture Content During Processing
Water plays a dual role in PA6 processing. During melt processing, moisture acts as a plasticizer that reduces melt viscosity and — at high levels — can cause hydrolytic degradation of chain length. In the solid state, absorbed water disrupts interchain hydrogen bonds in the amorphous phase, plasticizing those regions, reducing tensile strength and stiffness, and lowering the effective glass transition temperature. The crystalline phase is essentially impermeable to water — moisture absorption occurs entirely through the amorphous regions of the PA6 structure. This is why more crystalline PA6 grades absorb less water and show better dimensional stability in humid conditions than less crystalline grades.
Key Thermal Properties Linked to the Semicrystalline Nature of PA6
The semicrystalline microstructure of Polyamide 6 is directly responsible for several of its most important thermal characteristics, which distinguish it sharply from both fully amorphous polymers and purely crystalline materials.
- Melting point: Because PA6 has crystalline domains, it has a true melting point — approximately 220°C for the α-form. Fully amorphous polymers do not melt; they only soften progressively. The sharp melting transition of PA6 is a defining characteristic of a semicrystalline material and is why PA6 can be melt-processed at well-defined temperatures.
- Glass transition temperature (Tg): The amorphous phase of PA6 undergoes a glass transition at approximately 50–55°C in the dry state. Below this temperature, the amorphous chains are frozen in a glassy state; above it, they become rubbery. The Tg drops significantly in the presence of absorbed moisture — down to around 0°C or below at full saturation — because water plasticizes the amorphous domains.
- Heat deflection temperature (HDT): PA6 retains significant stiffness up to near its melting point because the crystalline phase acts as a physical crosslink network above Tg. This contrasts with fully amorphous polymers, which lose rigidity rapidly above their Tg. The HDT of unreinforced PA6 under standard test conditions is typically in the range of 55–65°C; with glass fiber reinforcement, it rises to 200°C or above.
- Brill transition: PA6 also undergoes a solid-state transition called the Brill transition at approximately 160°C in unconfined material. Above this temperature, the α-form monoclinic crystal transitions toward a higher-symmetry phase with more disordered hydrogen bonding. This transition has implications for the processing window and thermal behavior of PA6 at elevated service temperatures.
How the Semicrystalline Structure Determines the Mechanical Performance of PA6
The mechanical behavior of Polyamide 6 is a direct consequence of its two-phase semicrystalline microstructure. Understanding this connection helps explain both its strengths and its limitations in engineering applications.
The crystalline lamellae serve as physical crosslinks or reinforcing domains that provide stiffness and strength. The amorphous chains between and around the lamellae, particularly the intercrystalline tie chains that span between adjacent lamellae, carry stress during deformation and contribute to toughness and ductility. This architecture is responsible for the characteristic double-yield behavior observed in tensile testing of PA6 at room temperature: an initial yield at low strains (roughly 5–10%) associated with deformation of the amorphous domains, followed by a second yield at higher strains associated with disruption of the crystalline lamellae themselves.
Higher crystallinity in PA6 generally correlates with higher stiffness, higher tensile strength, and better creep resistance, but at the cost of reduced impact resistance and elongation at break. Lower crystallinity PA6 — for example, PA6 produced with fast cooling — tends to be tougher and more ductile. This trade-off is a classic feature of semicrystalline polymers and gives PA6 compounders and processors considerable latitude to tune properties for specific applications by adjusting crystallinity through processing conditions or nucleating agents.
Compared to its close relative PA66 (Nylon 6,6), PA6 is slightly less crystalline under equivalent processing conditions. This gives PA6 a somewhat lower melting point (~220°C vs ~260°C for PA66), better processability at lower temperatures, and slightly better impact performance, while PA66 offers marginally better heat resistance and rigidity at elevated temperatures. Both are semicrystalline — the difference lies in degree of crystallinity and crystal perfection rather than in the fundamental crystalline/amorphous nature of the materials.
Polyamide 6 vs. Amorphous Polyamides: A Clear Distinction
It is worth making an explicit distinction between Polyamide 6 and the class of materials known as amorphous polyamides, since both belong to the polyamide family but have fundamentally different structures and properties.
PA6 is, as discussed throughout this article, a semicrystalline polyamide. In contrast, amorphous polyamides — such as PA 6I/6T copolymers (copolymers of hexamethylenediamine with isophthalic and terephthalic acids) — are engineered to prevent crystallization entirely by incorporating irregular molecular structure, typically through copolymerization with monomers of different geometry. The isophthalic units in PA 6I/6T, for example, introduce kinks in the chain that prevent regular packing and suppress any crystalline order, yielding a fully amorphous material.
The practical consequences of this difference are significant. Amorphous polyamides are transparent (because no crystalline domains exist to scatter light), have low mold shrinkage, and excellent dimensional stability. However, they lack the high-temperature rigidity conferred by crystallinity in PA6, and their service temperature is limited by their glass transition temperature rather than a melting point. PA6, with its semicrystalline structure, is opaque or translucent, shows higher mold shrinkage, and has a distinct melting point — but retains stiffness and strength well above its Tg due to the crystalline phase.
This distinction matters when selecting materials. For applications requiring optical clarity, tight dimensional tolerances, and broad chemical resistance in moderate-temperature environments, amorphous polyamides may be preferred. For structural engineering applications requiring high stiffness, wear resistance, and performance near 200°C, the semicrystalline PA6 is the more appropriate choice.
Methods Used to Measure Crystallinity in PA6
Because the degree of crystallinity in Polyamide 6 varies with processing history and directly affects properties, measuring it accurately is practically important. Several analytical techniques are routinely used for this purpose.
- Differential Scanning Calorimetry (DSC): The most common method. The heat of fusion measured during melting of a PA6 sample is compared to the theoretical heat of fusion of 100% crystalline PA6 (approximately 241 J/g for the α-form). The ratio gives the crystallinity index. Complications arise because PA6 can undergo cold crystallization or polymorphic transitions during the DSC heating scan, requiring careful analysis.
- Wide-Angle X-ray Scattering (WAXS): Provides direct structural information about the crystalline phases present. Sharp diffraction peaks correspond to crystalline reflections; a broad halo corresponds to the amorphous contribution. Integrating the relative intensities allows calculation of the crystallinity index and identification of α vs. γ phase content.
- Density measurement: Because crystalline and amorphous PA6 have significantly different densities (1.24 g/cm³ vs. 1.08 g/cm³), measuring the density of a sample and applying a two-phase mixing rule gives an estimate of crystallinity. This is simple but less accurate than DSC or WAXS.
- FTIR Spectroscopy: Infrared absorption bands associated with specific crystalline phases allow semi-quantitative analysis. For PA6, characteristic absorption bands at 974 cm⁻¹, 1030 cm⁻¹, and 1073 cm⁻¹ are used to distinguish and quantify the α and γ crystal phase content.
Each technique has its own strengths, limitations, and assumptions. For routine quality control, DSC is most widely used due to its speed and accessibility. For detailed structural characterization — especially when the relative proportions of α and γ phases matter — WAXS combined with DSC provides the most complete picture.
Practical Implications for Design, Processing, and Material Selection
For engineers and material selectors, understanding that Polyamide 6 is semicrystalline — rather than simply labeling it "crystalline" or "amorphous" — has direct and concrete consequences for how components should be designed, processed, and used.
First, PA6 parts continue to crystallize slowly after they leave the mold. This post-mold crystallization causes dimensional changes — typically shrinkage — that can affect part fit and function. High-precision PA6 components often require controlled annealing or conditioning protocols to complete crystallization in a controlled environment before they are assembled. Without this step, dimensional drift in service can occur, particularly in the first few hundred hours of use at elevated temperatures.
Second, moisture conditioning of PA6 parts is standard practice before mechanical property testing and before use in many applications. Freshly molded, dry PA6 has properties that differ measurably from moisture-conditioned PA6 because absorbed water plasticizes the amorphous phase. Published property data sheets for PA6 grades typically report values for both dry-as-molded (DAM) and moisture-conditioned states (typically 50% relative humidity conditioning) — and the differences can be substantial. Impact strength and elongation at break increase with moisture absorption, while tensile strength, stiffness, and hardness decrease.
Third, glass fiber reinforcement changes the crystallization behavior of PA6. Glass fibers act as heterogeneous nucleation sites that accelerate crystallization and shift the crystallization temperature to higher values. The resulting PA6 matrix in glass-filled composites tends to be more highly crystalline and more finely structured than neat PA6 under equivalent cooling conditions, contributing to the improved stiffness and dimensional stability of glass-reinforced Polyamide 6 grades.
Fourth, the choice between PA6 and PA66 for a given application often comes down to subtle differences in their semicrystalline structures. PA66, with its more symmetrical chain structure and stronger tendency to crystallize, achieves slightly higher crystallinity and has a melting point about 40°C higher than PA6. This makes PA66 better suited for applications at temperatures approaching 200°C and above. PA6's lower processing temperature, better surface finish, and greater ease of processing (partly due to lower crystallization rate and shrinkage) make it preferred for many precision injection-molded applications and for fiber production.