English
English 中文简体
中文简体 Español
Español русский
русский عربى
عربى
Content
- 1 PA 6 vs PA 12: The Core Difference at a Glance
- 2 Molecular Structure and Amide Group Density
- 3 Key Property Comparison: PA 6 vs PA 12
- 4 Moisture Absorption and Dimensional Stability
- 5 Glass Fiber Reinforced PA 6: What PA6 GF Materials Bring to the Table
- 6 Chemical Resistance: Where PA 12 Outperforms
- 7 Processing Differences Between PA 6 and PA 12
- 8 Thermal Performance and Long-Term Heat Aging
- 9 Typical Applications: Where Each Material Is Used
- 10 Cost Considerations: PA 6 vs PA 12 Economic Reality
- 11 PA 6, PA6 GF, and PA 12 in Additive Manufacturing
- 12 Sustainability and Recyclability
- 13 How to Choose Between PA 6, PA6 GF, and PA 12
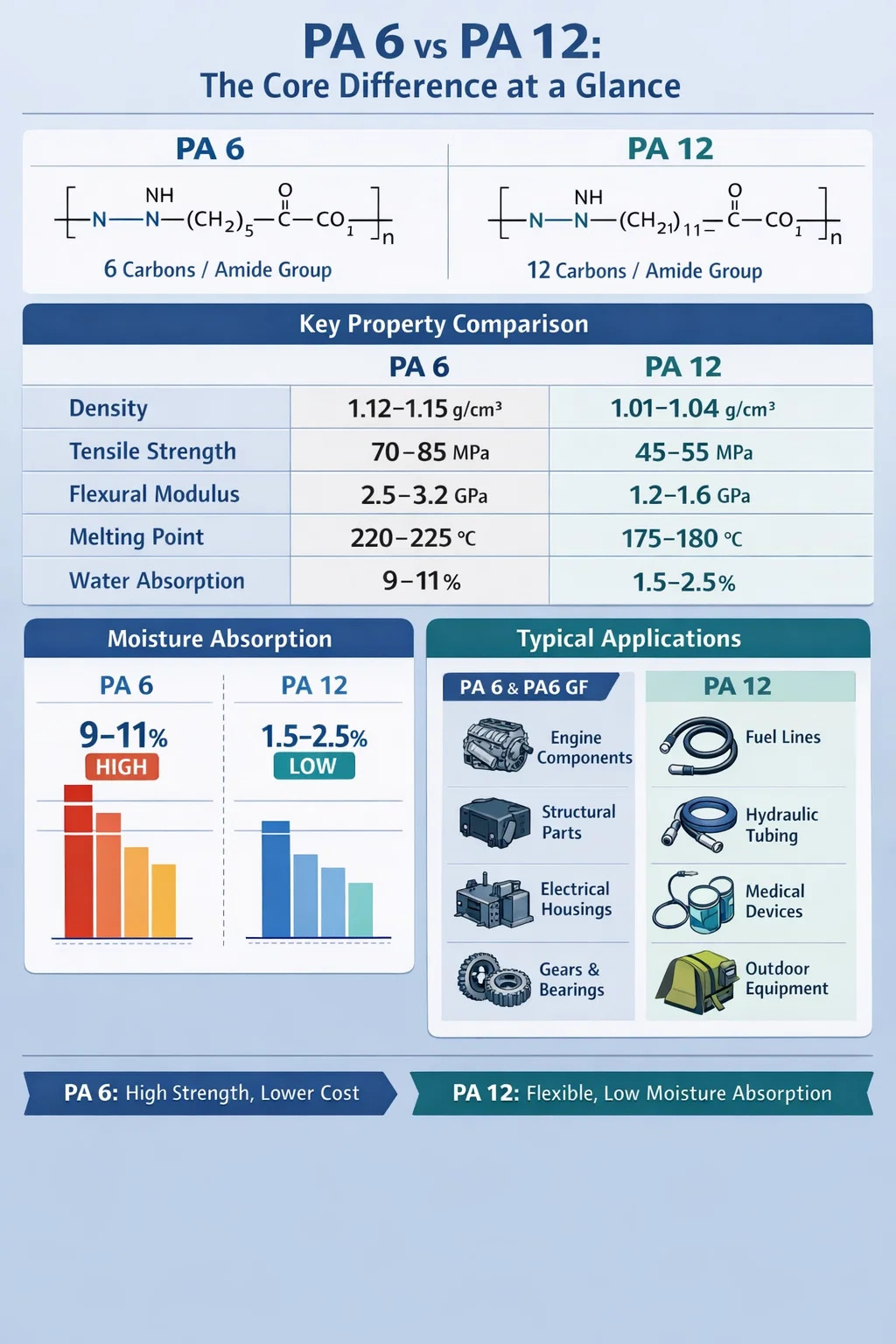
PA 6 vs PA 12: The Core Difference at a Glance
PA 6 (Polyamide 6, also known as Nylon 6) and PA 12 (Polyamide 12, also known as Nylon 12) are both engineering thermoplastics from the polyamide family, but they differ significantly in molecular structure, moisture absorption, chemical resistance, mechanical properties, and processing behavior. The number in their names refers to the number of carbon atoms in the monomer chain — PA 6 is made from caprolactam (6 carbons), while PA 12 is derived from laurolactam (12 carbons). This seemingly simple structural difference creates dramatically different material behaviors in real-world applications.
In short: PA 6 offers higher stiffness, better mechanical strength, and lower cost, making it ideal for structural and load-bearing components. PA 12 excels in dimensional stability, low moisture absorption, and flexibility, making it the preferred choice for tubing, fuel lines, and outdoor applications where moisture resistance is critical. When glass fiber reinforcement is added — forming PA6 GF materials — the performance gap with PA 12 in rigidity widens even further in PA 6's favor.
Molecular Structure and Amide Group Density
The fundamental difference between PA 6 and PA 12 lies in how frequently amide groups (-CO-NH-) appear along the polymer backbone. In PA 6, an amide bond occurs every 6 carbon atoms. In PA 12, the spacing extends to 12 carbon atoms between each amide linkage.
Amide groups are hydrophilic — they attract and bind water molecules through hydrogen bonding. This means PA 6, with its higher amide group density, absorbs significantly more moisture than PA 12. PA 6 can absorb up to 9–11% moisture at saturation in water, while PA 12 absorbs only about 1.5–2.5%. This is not a minor difference — it directly influences dimensional stability, mechanical performance, and electrical properties over the product's service life.
The longer aliphatic chain in PA 12 also contributes to greater chain mobility and lower glass transition temperature. PA 12 remains flexible even at temperatures as low as -40°C, which is why it is widely used in automotive fuel and brake lines in cold-climate applications.
Key Property Comparison: PA 6 vs PA 12
The table below provides a side-by-side technical comparison of the most important material properties for design engineers selecting between these two polyamides.
| Property | PA 6 | PA 12 |
|---|---|---|
| Density (g/cm³) | 1.12–1.15 | 1.01–1.04 |
| Tensile Strength (MPa) | 70–85 | 45–55 |
| Flexural Modulus (GPa) | 2.5–3.2 | 1.2–1.6 |
| Melting Point (°C) | 220–225 | 175–180 |
| Water Absorption (saturation, %) | 9–11 | 1.5–2.5 |
| Low-Temperature Flexibility | Moderate | Excellent (to -40°C) |
| Chemical Resistance | Good | Excellent |
| UV Resistance | Moderate | Good |
| Relative Material Cost | Low | High (2–3× PA 6) |
| Processability | Excellent | Good |
Moisture Absorption and Dimensional Stability
Moisture absorption is one of the most critical factors differentiating PA 6 from PA 12 in practical engineering. PA 6 parts can change their dimensions by as much as 1.5–2.0% in length as they absorb atmospheric moisture over time after molding. This makes precision components made from unreinforced PA 6 challenging to use in tight-tolerance assemblies unless conditioning is factored into the design or glass fiber reinforcement is used to suppress dimensional change.
PA 12, by contrast, shows dimensional changes of less than 0.5% under the same conditions. This makes it far more predictable in service and is one of the primary reasons designers choose PA 12 for hydraulic connectors, precision fittings, and small-bore tubing where fit and function must remain consistent across changing humidity environments.
Moisture also affects mechanical properties. A PA 6 part tested dry-as-molded might show 80 MPa tensile strength, but after conditioning to equilibrium moisture content at 50% relative humidity, this can drop to around 55–60 MPa. This is a known trade-off that must be considered when specifying PA 6 for structural applications. PA 12 shows far less variation — its conditioned mechanical properties remain close to its dry values, which simplifies material specification for designers.
Glass Fiber Reinforced PA 6: What PA6 GF Materials Bring to the Table
When glass fiber is added to PA 6, the resulting PA6 GF material (commonly available as PA6 GF15, PA6 GF30, PA6 GF50, etc., where the number indicates glass fiber content by weight percentage) undergoes a dramatic transformation in stiffness and strength. This is one of the most widely used reinforcement strategies in engineering plastics.
How Glass Fiber Changes PA 6 Performance
PA6 GF30 (30% glass fiber reinforced PA 6) is the most commonly specified grade. It delivers:
- Tensile strength of 170–190 MPa, more than double that of unreinforced PA 6
- Flexural modulus of 8–10 GPa, compared to 2.5–3.2 GPa for neat PA 6
- Reduced moisture absorption — the glass fiber itself does not absorb water, so effective moisture uptake in the composite is significantly lower than in neat PA 6
- Improved dimensional stability — warpage and post-mold shrinkage are reduced, though anisotropic shrinkage becomes a new consideration due to fiber orientation
- Heat deflection temperature increases to around 200–210°C (vs. ~185°C for neat PA 6 at 1.8 MPa load)
PA6 GF materials are used extensively in automotive intake manifolds, engine covers, structural brackets, electrical housings, and industrial pump components. The combination of high stiffness, good heat resistance, and relatively low raw material cost makes PA6 GF30 one of the most cost-effective engineering compounds on the market.
PA6 GF vs PA 12: A Direct Comparison
When comparing PA6 GF materials with unreinforced PA 12, the choice becomes more nuanced. PA6 GF30 will outperform PA 12 significantly on stiffness and heat resistance, but PA 12 will still win on flexibility, chemical resistance to fuels and hydraulic fluids, and low-temperature toughness. If the application demands a rigid structural part that operates at elevated temperatures, PA6 GF is the clear winner. If the part is a flexible fuel line or a connector exposed to brake fluid and winter temperatures of -30°C, PA 12 remains the right choice.
Chemical Resistance: Where PA 12 Outperforms
PA 12 has superior resistance to a broad range of chemicals compared to PA 6. The lower amide group density makes it more resistant to hydrolysis and attack from acids, alkalis, and organic solvents. In automotive applications, this translates to better resistance to:
- Fuels, including ethanol blends (E10, E85) and diesel
- Hydraulic fluids and brake fluids (DOT 4 and DOT 5.1)
- Zinc chloride and calcium chloride road salts
- Automotive greases and lubricating oils
PA 6 performs adequately in many of these environments but can show stress cracking when exposed to zinc chloride under mechanical load — a phenomenon known as environmental stress cracking (ESC). This has historically been a problem with PA 6 clips and brackets in underhood environments where road splash containing road salts is present. PA 12 is substantially less susceptible to this type of failure.
For pharmaceutical and food-contact applications, PA 12 also offers regulatory advantages in some markets due to its lower extractable content and more stable surface chemistry over time.
Processing Differences Between PA 6 and PA 12
Both materials are thermoplastics processed primarily by injection molding and extrusion, but their different melting points and moisture sensitivity lead to different processing requirements.
Drying Requirements
Due to its high moisture absorption, PA 6 is particularly sensitive to hydrolytic degradation during processing if not properly dried. The recommended drying conditions for PA 6 are typically 80°C for 4–8 hours in a dehumidifying dryer to achieve a moisture content below 0.2%. Failure to dry PA 6 properly results in splay marks, reduced molecular weight, and compromised mechanical properties in the molded part. PA6 GF materials carry the same drying requirements.
PA 12, with its much lower hygroscopicity, requires less aggressive drying — typically 80°C for 2–4 hours is sufficient. This can offer a processing efficiency advantage in high-volume manufacturing.
Melt Temperature and Mold Temperature
PA 6 is processed at melt temperatures of 240–280°C, while PA 12 runs at a lower 200–240°C. This lower processing temperature for PA 12 can reduce energy consumption and cycle time in some cases. However, PA 12's lower melting point also means it has a lower continuous service temperature — relevant when specifying parts for hot environments like underhood automotive components.
Shrinkage and Warpage
Unreinforced PA 6 shrinks isotropically at about 1.0–1.5% during molding. PA6 GF materials show anisotropic shrinkage — lower in the flow direction (approximately 0.2–0.5%) and higher in the transverse direction (approximately 0.6–1.2%) — which must be accounted for in mold design to prevent warpage. PA 12 shows moderate shrinkage of around 0.8–1.5% and behaves more predictably in thin-walled parts due to its inherent flexibility.
Thermal Performance and Long-Term Heat Aging
PA 6 has a higher melting point (220–225°C) and generally better thermal performance than PA 12 (175–180°C). When reinforced with glass fiber, PA6 GF materials can operate continuously at temperatures up to 130–150°C (with heat stabilizer packages), making them suitable for automotive under-hood applications.
PA 12, with its lower melting point, has a continuous service temperature typically capped around 100–110°C. For applications requiring sustained exposure to engine heat or elevated ambient temperatures, this can be a disqualifying limitation that pushes designers toward PA6 GF materials or even higher-temperature polyamides like PA 46 or PPA.
Heat stabilized grades of both materials are available. PA6 GF30 HS (heat stabilized) grades are commonly specified for engine components where 150°C continuous exposure is anticipated, with short-term peaks up to 170°C tolerated. PA 12 heat stabilized grades extend service to around 120°C continuous — an improvement, but still lower than PA6 GF in equivalent applications.
Typical Applications: Where Each Material Is Used
The different property profiles of PA 6, PA6 GF materials, and PA 12 lead naturally to different application domains. The following breakdown reflects real-world usage patterns across major industries.
PA 6 and PA6 GF — Primary Application Areas
- Automotive: Intake manifolds (PA6 GF30/GF50), engine covers (PA6 GF30 HS), air filter housings, seat belt components, pedal systems, wheel covers
- Electrical and electronics: Circuit breaker housings, connector blocks, switchgear components, cable ties, motor housings
- Industrial machinery: Gears, bearings, bushings, conveyor belt components, pump housings
- Consumer goods: Power tool housings, bicycle components, luggage frames, sporting goods
- Textile: Yarn, hosiery, apparel fabrics (unreinforced PA 6 fiber)
PA 12 — Primary Application Areas
- Automotive tubing: Fuel lines, brake lines, hydraulic lines, vapor management tubing, air brake lines for trucks
- Industrial fluid handling: Pneumatic tubing, chemical transfer lines, compressed air distribution
- Medical devices: Catheter components, surgical instrument handles, drug delivery device housings
- 3D printing (SLS): PA 12 powder is the dominant material for selective laser sintering due to its consistent melt behavior and post-processing flexibility
- Offshore and subsea: Flexible pipes, cable jacketing, umbilical components for oil and gas infrastructure
- Footwear: Ski boot components, sports shoe parts requiring flexibility at sub-zero temperatures
Cost Considerations: PA 6 vs PA 12 Economic Reality
Cost is frequently a decisive factor in material selection, and PA 6 holds a substantial advantage here. PA 12 typically costs 2–3 times more per kilogram than PA 6, and this premium expands further when comparing PA6 GF30 with PA 12. The price difference reflects raw material economics — laurolactam (the PA 12 monomer) is a more complex and less widely produced chemical than caprolactam (the PA 6 monomer), which is manufactured at very large scale globally.
For high-volume consumer products or structural automotive components where the design can accommodate PA 6 or PA6 GF materials, the cost savings are significant. A large automotive OEM producing 500,000 intake manifolds per year using PA6 GF30 instead of a PA 12 equivalent (if one existed with adequate stiffness) would see raw material savings running into millions of dollars annually.
PA 12's cost is justified only when its specific properties — moisture resistance, chemical resistance, flexibility, low-temperature performance — are genuinely required by the application. Over-specifying PA 12 where PA 6 or PA6 GF materials would suffice is a common but unnecessary cost in less experienced design programs.
PA 6, PA6 GF, and PA 12 in Additive Manufacturing
In the context of additive manufacturing, particularly selective laser sintering (SLS), PA 12 dominates the powder bed fusion market. Its lower melting point, narrow melting range, and favorable re-solidification behavior make it easier to process in SLS systems without excessive degradation of unused powder between builds. The most widely used commercial SLS powder globally — EOS PA 2200 — is a PA 12 grade.
PA 6 and PA6 GF materials have been successfully adapted for SLS, with several suppliers now offering PA6-based powder blends reinforced with glass beads or carbon fiber for higher stiffness. However, PA 6's higher melting point and narrower process window make it more demanding in SLS systems, and it has not achieved the same market adoption as PA 12 in this process.
For FDM (fused deposition modeling), PA 6 filaments are available but require high-temperature extruders (above 240°C nozzle) and enclosures due to the material's propensity to absorb moisture and warp. PA 12 performs better in open-air FDM environments due to its lower moisture absorption and better layer adhesion at lower processing temperatures.
Sustainability and Recyclability
Both PA 6 and PA 12 are thermoplastics and are theoretically recyclable by remelting, though their mechanical properties degrade with each processing cycle due to chain scission and molecular weight reduction. In practice, post-industrial recycled (PIR) content is more commonly used in non-critical applications like cable ties, pipes, and injection molded housings.
PA 6 has a significant advantage in chemical recycling. Caprolactam (the PA 6 monomer) can be recovered from PA 6 waste through depolymerization and reused in virgin-quality polymer production. Companies like DSM (now Envalior) and Lanxess have developed commercial processes for this. PA 12 chemical recycling is less developed and commercially less mature.
In terms of carbon footprint, PA 12 has a higher environmental burden per kilogram due to the more complex synthesis route of its monomer. However, because PA 12 parts can last longer in aggressive environments without the degradation that moisture and chemicals cause in PA 6, lifecycle analysis sometimes favors PA 12 in applications where it eliminates premature failures and replacements.
Bio-based versions of both materials exist. Bio-based PA 6 (using bio-derived caprolactam from renewable feedstocks like castor oil) and bio-based PA 12 (laurolactam derived from castor oil has been commercially available for decades, as produced by Evonik under the Vestamid brand) are both accessible to designers seeking to reduce fossil fuel dependence.
How to Choose Between PA 6, PA6 GF, and PA 12
The decision between these materials should be driven by a systematic evaluation of application requirements. The following guide provides a starting framework:
| Design Requirement | Recommended Material |
|---|---|
| Maximum stiffness and strength at lowest cost | PA6 GF30 or PA6 GF50 |
| Flexible tubing or hose in contact with fuels or hydraulic fluid | PA 12 |
| Structural bracket, housing, or under-hood component up to 150°C | PA6 GF30 HS or PA6 GF50 HS |
| Outdoor part with UV and moisture exposure, no high load | PA 12 (or PA6 with UV stabilizer) |
| Precision component requiring tight dimensional tolerance | PA 12 or PA6 GF (anisotropy considered) |
| SLS 3D printing application | PA 12 powder |
| Gear or bearing with low friction requirement | PA 6 (lubricated grade or MoS₂ filled) |
| Part operating at -30°C or below requiring flexibility | PA 12 |
When the decision is still unclear after this initial screening, it is worth requesting material test samples from suppliers and performing application-specific testing, including conditioning to expected service moisture content before measuring mechanical properties. Testing dry-as-molded PA 6 against conditioned PA 12 skews the comparison in an unrealistic direction — always compare materials under equivalent conditioning states representative of actual service conditions.